

آموزش سخت کاری فلزات با روغن سوخته صنعتی | مزایا، خطرات و جایگزین حرفهای
دسته بندی ها
بدون دسته بندینویسنده
پکیلنسرتاریخ انتشار
19 / فروردین / 1405بازدید
21زمان مورد نیاز برای مطالعه
5 دقیقهسختکاری یکی از رایجترین عملیاتهای حرارتی برای افزایش سختی و مقاومت سایشی فلزات است. در سالهای اخیر، آموزش سخت کاری فلزات با روغن سوخته بهعنوان یک روش سنتی و کمهزینه، بین تراشکاران نیمهحرفهای رایج شده است. اما آیا این روش واقعاً قابلاعتماد است؟ در این مقاله، سختکاری با روغن سوخته صنعتی را علمی، فنی و اصولی بررسی میکنیم. همچنین توضیح میدهیم چه زمانی این روش خطرناک است و چه جایگزینهای حرفهایتری وجود دارد.
منظور از عملیات سخت کاری فلزات چیست و چرا انجام میشود؟
سختکاری بخشی از عملیات حرارتی فلزات است. هدف آن افزایش سختی سطحی و مقاومت در برابر سایش و ضربه است. در این فرآیند، فلز تا دمای مشخص گرم میشود. سپس با سرعت کنترلشده سرد میشود. میتوان از نتایج اصلی سختکاری به موارد زیر اشاره کرد:
- افزایش سختی سطح قطعه
- افزایش عمر کاری قطعه
- کاهش سایش در تماسهای مکانیکی
چه قطعاتی که معمولاً سختکاری میشوند؟
- شافتهای صنعتی
- بوشها
- چرخدندهها
- قطعات انتقال قدرت
در پروژههای صنعتی، این عملیات معمولاً بعد از خدمات تراشکاری و فرزکاری انجام میشود تا تلرانسها حفظ شوند. در پکیلنسر، امکان ثبت همزمان پروژه خدمات تراشکاری و خدمات فرزکاری و همچنین عملیات حرارتی و سختکاری وجود دارد.
سخت کاری با روغن سوخته یعنی چی؟
عملیات سختکاری با روغن سوخته نوعی کوئنچ روغنی سنتی است. در این روش، قطعه فولادی پس از رسیدن به دمای آستنیتی، داخل روغن داغ یا نیمهداغ فرو برده میشود. روغن سوخته معمولاً شامل روغن موتور کارکرده است.
چرا از روغن سوخته استفاده میشود؟
- دسترسی آسان
- هزینه بسیار پایین
- شوک حرارتی کمتر نسبت به آب
تفاوت روغن سوخته با روغن صنعتی
- ویسکوزیته غیرکنترلشده
- وجود ناخالصی، دوده و فلزات سنگین
- رفتار غیرقابل پیشبینی در سردکاری
مراحل سخت کاری فلزات و فولادهای آلیاژی با روغن سوخته
این بخش صرفاً جنبه آموزشی و آگاهیبخش دارد. هدف، شناخت ریسکها و محدودیتهاست، نه توصیه به اجرای خانگی.
انتخاب نوع فلز (چه فلزهایی مناسب نیستند)
فقط برخی فولادهای ساده کربنی قابلیت سختکاری با روغن دارند.
فولادهای نسبتاً قابلسختکاری
- C45 (حدود 0.45٪ کربن)
- CK45
- فولادهای ساده غیرآلیاژی
فولادهای خاص
- فولادهای کمکربن (زیر 0.3٪)
- فولادهای آلیاژی حساس
- فولادهای ابزار دقیق
دمای مناسب سخت کاری فلزات و فولاد
دمای سختکاری فولاد به درصد کربن بستگی دارد. گرمکردن بیش از حد باعث دانهدرشت شدن ساختار میشود. این موضوع مستقیماً استحکام نهایی را کاهش میدهد.
|
نوع فولاد |
دمای آستنیتی |
|
C45 |
820 تا 860 درجه سانتیگراد |
|
CK60 |
780 تا 820 درجه سانتیگراد |
فرآیند سرد کردن در روغن

پس از رسیدن به دمای مناسب جهت عملیات سخت کاری و حرارتی، 1. قطعه باید سریع و یکنواخت داخل روغن فرو رود. 2. حرکت دورانی ملایم انجام شود. 3. توقف ناگهانی باعث ترک میشود. در نظر داشته باشید که روغن معمولاً بین 40 تا 80 درجه سانتیگراد استفاده میشود. اما این دما قابل کنترل دقیق نیست.
خطاهای رایج هنگام عملیات حرارتی
- فرو بردن قطعه با زاویه نامناسب
- استفاده از روغن خوراکی
- وجود رطوبت در روغن
- سردکاری بیش از حد سریع
این خطاها معمولا باعث ترک سطحی، تاب برداشتن و سختی غیر یکنواخت
اگر قطعهات ارزش بالایی دارد، قبل از آزمونوخطا، پروژه عملیات حرارتی یا تراشکاری را در پکیلنسر ثبت کن و نظر چند کارگاه حرفهای را بگیر.
مزایای سخت کاری با روغن صنعتی
با وجود همه محدودیتها، سختکاری با روغن صنعتی مزایایی دارد. که میتوان به موارد ریز اشاره مستقیم کرد:
- کاهش شوک حرارتی نسبت به آب
- دسترسی سریع در کارگاههای سنتی
- هزینه اولیه بسیار پایین
برای قطعات ساده و کمارزش، این روش گاهی قابلقبول است. اما فقط در شرایط کنترلشده.
معایب و خطرات جدی سختکاری با روغن صنعتی
- خطر آتشسوزی و شعلهور شدن روغن
- تولید گازهای سمی
- سختی غیر یکنواخت
- تردی بیش از حد قطعه
- آلودگی شدید سطح

در بسیاری از موارد، قطعه پس از سختکاری نیاز به بازکاری با تراشکاری یا فرزکاری پیدا میکند. این یعنی هزینه دوبارهکاری.
مقایسه سخت کاری با روغن سوخته و روشهای صنعتی
|
روش |
کنترل دما |
یکنواختی |
ایمنی |
هزینه |
|
روغن سوخته |
بسیار کم |
ضعیف |
پایین |
کم |
|
کوره صنعتی |
بالا |
عالی |
بالا |
متوسط |
|
القایی |
بسیار بالا |
موضعی دقیق |
بالا |
بالاتر |
|
کوئنچ روغنی صنعتی |
کنترلشده |
عالی |
بالا |
بهصرفه |
سخت کاری صنعتی با کوره
- کنترل دقیق دما
- امکان تمپرینگ
- سختی یکنواخت
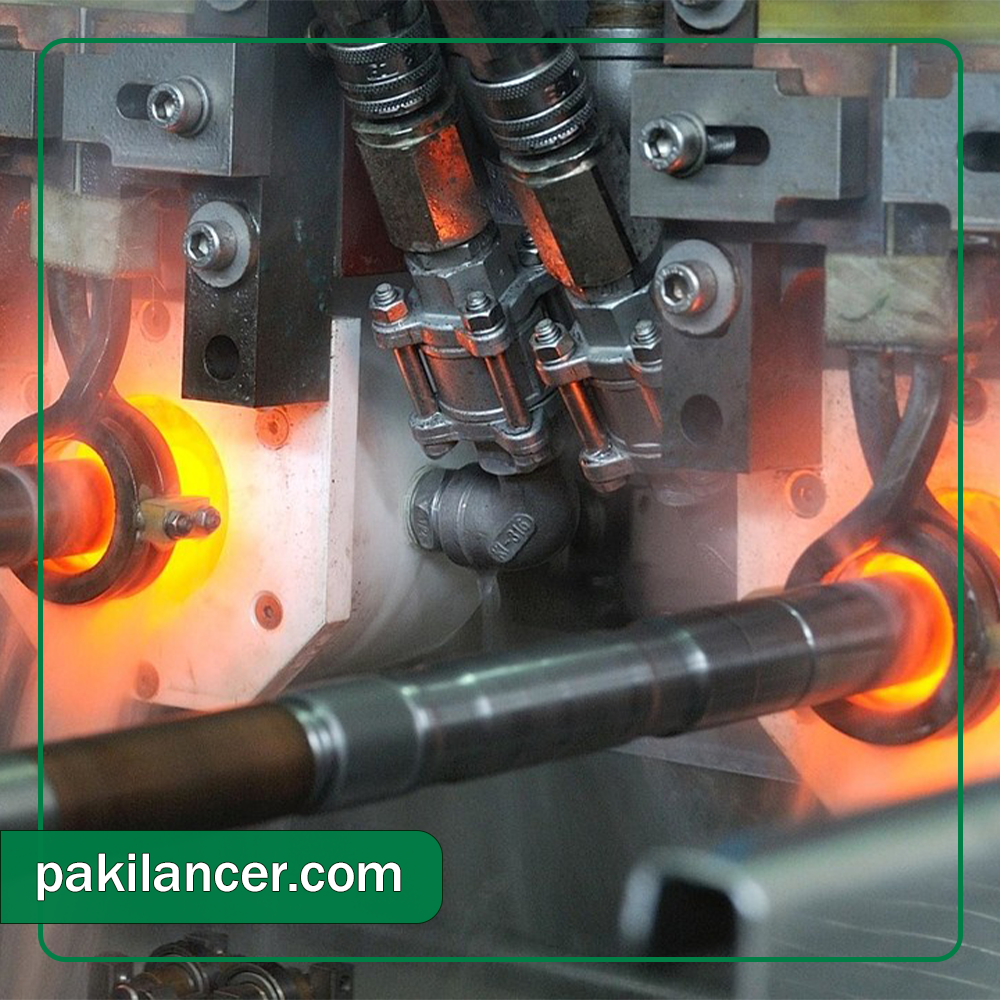
سخت کاری القایی
- مناسب شافت و بوش
- حداقل تغییر ابعاد
- سرعت بالا
کوئنچ کنترلشده روغنی
- روغن استاندارد
- بدون ناخالصی
- نتایج قابل پیشبینی
برای قطعات صنعتی حساس، ثبت سفارش عملیات حرارتی و خدمات تراشکاری دقیق از طریق سامانه پکیلنسر ریسک شما را به حداقل میرساند.
چه زمانی نباید از روغن سوخته استفاده کرد؟
در این موارد، این روش کاملاً پرریسک است:
- قطعات با تلرانس پایین
- چرخدندهها
- قطعات ایمنیمحور
- قطعات قالبسازی
- قطعاتی که بعداً مونتاژ دقیق دارند
در چنین پروژههایی، استفاده از فرزکاری CNC یا بازسازی قطعات صنعتی کنترلشده ضروری است.
جایگزین امن و حرفهای چیست؟ (سامانه پکیلنسر)
بهجای روشهای خانگی و نیمه صنعتی:
- عملیات حرارتی صنعتی
- تراشکاری اصلاحی پس از سختکاری
- فرزکاری دقیق برای کنترل ابعاد
در پکیلنسر، کارفرما میتواند:
- پروژه صنعتی ثبت کند
- عملیات حرارتی را به کارگاه تخصصی بسپارد
- از دوبارهکاری و هزینه جلوگیری کند
سوالات پرتکرار در خصوص عملیات سختکاری با روغن سوخته صنعتی
آیا سخت کاری با روغن سوخته استاندارد است؟
خیر. این روش در استانداردهای صنعتی توصیه نمیشود. یک روش مرسوم در بین برخی فنیکارها و تراشکارهاست.
سختی نهایی چقدر میشود؟
بسته به فولاد، بین 45 تا 55 راکول C، ولی غیر یکنواخت.
برای چه فولادهایی مناسب است؟
فقط فولادهای ساده کربنی با کربن متوسط.
آیا ارزش ریسک دارد؟
برای قطعات ارزشمند و حساس صنعتی، قطعا خیر.
اگر نمیخواهی قطعهات قربانی آزمونوخطا شود، همین حالا پروژهات را در پکیلنسر ثبت کن و مستقیم به کارگاههای حرفهای وصل شو.